
5 Tools for Pairing Lean Sigma with Behavior-Based Safety
By Michael McCarthy, Author of Sustain Your Gains: The People Side of Lean Six-Sigma
Behavior-Based Safety (BBS) and Lean are two of the most widely used continuous improvement methodologies in industry today. Lean practitioners know that 5S and other Lean tools make the workplace simpler, less cluttered, and safer. BBS practitioners know that observation and reinforcement of safe behaviors is a leading indicator that prevents and reduces the number of injuries (lagging indicator). Lean addresses the workplace physical environment and the process for doing the work. BBS addresses the frequency and consistency of the behaviors required to do the work safely.
We can immediately see the symbiotic relationship between these two methodologies:
- If the specified process to do the work (in Lean, Standard Work) has inherent safety risks, then the work process needs to be redesigned. This is a job for Lean Process Improvement/Kaizen Teams composed of those who perform that work.
- If the Standard Work as specified is safe, but workers are not following the standard work procedures, then it is a behavior consistency issue. This is a job for BBS observation and reinforcement of the safe behaviors to do the job. Again, a job best performed by the workers and supervisors of that unit.
 This analysis of methods follows Robert F. Mager’s can’t do vs. won’t do distinction in his classic book Analyzing Performance Problems: Or, You Really Oughta Wanna, co-authored with Peter Pipe. The diagnostic question Mager recommends when the correct behavior is not occurring is, “Could he/she do it if his/her life depended on it?”
This analysis of methods follows Robert F. Mager’s can’t do vs. won’t do distinction in his classic book Analyzing Performance Problems: Or, You Really Oughta Wanna, co-authored with Peter Pipe. The diagnostic question Mager recommends when the correct behavior is not occurring is, “Could he/she do it if his/her life depended on it?”
If the answer is yes, then it is a motivation/consequence problem. The person won’t do or simply doesn’t do it. In this case, assuming they know when to perform the behavior, we need to add positive consequences for doing the behavior and remove negative consequences for doing the behavior. If the answer is no, then it is a training/equipment/tool problem. The person can’t do it. We need to train the person how to do it or provide the equipment and tools to do it or both.
|
EXAMPLES OF PERFORMANCE PROBLEMS Problem: Not everyone wears safety glasses at all times. Question: Could they wear safety glasses if their lives depended on it? Answer: Yes! It’s a won’t do problem. We can add “wearing eye protection” to our BBS checklist to watch for and make a positive comment on the spot if we see it. That adds a positive consequence. One company in Italy heard from workers, “These safety glasses make me look dorky!” So wearing them was a negative consequence for the workers. The company found a vendor that offered “high fashion” safety glasses. The vendor held a “pop-up sale” at the plant, and people chose their own safety glasses that made them look glamorous. Negative consequence removed. Problem: Walking on roofs without falling off. Question: Could they walk safely if their lives depended on it? Answer: Not always. It’s a can’t do problem. You could argue that with training similar to circus trapeze artists, everyone could walk the roof safely. But that is lengthy training that also requires a high degree of physical fitness. And even trapeze artists have been known to fall. Therefore, the Lean approach is to add equipment and/or tools that enable the work to be done safely. The Standard Work checklist will specify the steps for using the equipment. In the case of roofers, harnesses and anchors will prevent falling off the roof even if the roofer slips and falls down. The roofers might fall down on the roof, but not fall over the edge. Wearing the harness and anchoring with a tether line is part of the standard work procedure. Notice, however, that buckling on harness and anchoring yourself are behaviors, and those behaviors might need feedback and reinforcement through a BBS process. |
Here is the overlap and symbiotic relationship between Lean tools and behavior analysis: using the Lean tools = behavior. Maintaining behavior requires the use of behavior analysis tools: feedback and positive reinforcement.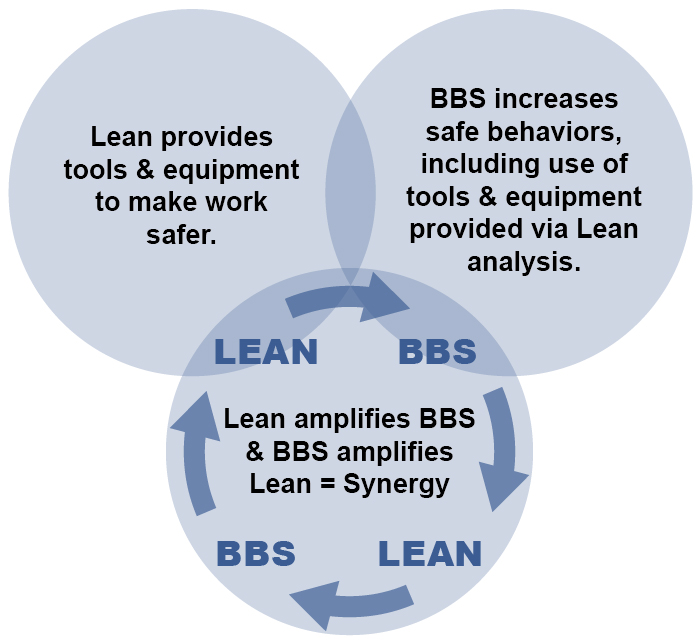
One of the most frequently heard laments from Lean coaches and engineers is, “we can’t seem to maintain the new process improvement procedures." The result of this is that the gains of process improvement are not sustained, and no ROI is earned. They invested the salaries of the Lean team to do a Value Stream Map and find ways to improve. The team found improvements that will save money or please the customers, but the improvements are not being used. So, no dollar savings. (For more on this, read Sustain Your Gains: The People Side of Lean Six-Sigma.) The first Lean tool that enhances Behavior-Based Safety is 5S. Sort, Straighten, Shine, Standardize, Sustain.
In the Sort step, we remove all items not needed to do the work. In the Straighten step, we organize and store all materials and tools in a way that is easy to see and easy and safe to reach. In behavioral terms, we remove hazards and provide new antecedents to guide safe behavior.
Supervisors who are familiar with Applied Behavior Analysis will recognize that Lean 5S provides clear antecedents for doing the work safely. Lean 5S removes antecedents to do anything but the safe Standard Work. This effectively removes R sub e: reinforcement for extraneous behaviors (extraneous to the Standard Work at hand). In 5S Straighten, we organize the workspace. For example, floor tape is a visual antecedent: safe to walk here.
A second lean tool to support safety is Poka-Yoke, mistake proofing. This means designing the tool or the work process in a way that makes it difficult to do wrong, and makes it easy to do right. An everyday example is the three-prong electrical plug. It is impossible to plug it into a socket incorrectly. It will only fit one way.
Poka-Yoke can be quite simple. Consider this example from Steven Spear’s book, Chasing the Rabbit. A child with a serious illness was in a hospital. His schedule of medication required a pill be taken in the middle of the night. A nurse, not wanting to shine bright overhead lights in the child’s eyes, left the overhead lights off. When she went to the cabinet stocked with medications, the pill vials were all the same size and same color, and had identical symbols on the labels. The fine print was difficult to read in low lighting. The nurse made a mistake: she took the adult dosage vial and administered it to the child. The child nearly died of an overdose.
|
5 LEAN TOOLS THAT WORK WELL WITH BBS:
|
What could have been done to mistake-proof these medications?
- Make the adult dosage vial larger.
- Color code child dosage vials vs. adult dosage vials.
- Make the font size larger.
- Make the font colors different for the child dosage.
- Store the adult dosage vials in a different cabinet labeled “adult dosage.”
- Store the adult dosage vials in a different room labeled “adult dosage meds.”
Any or all of these would prevent the mistake. These changes are simple and they would change the antecedents for selecting the correct med dosage. They would make a clear visual discrimination between adult and child dosages.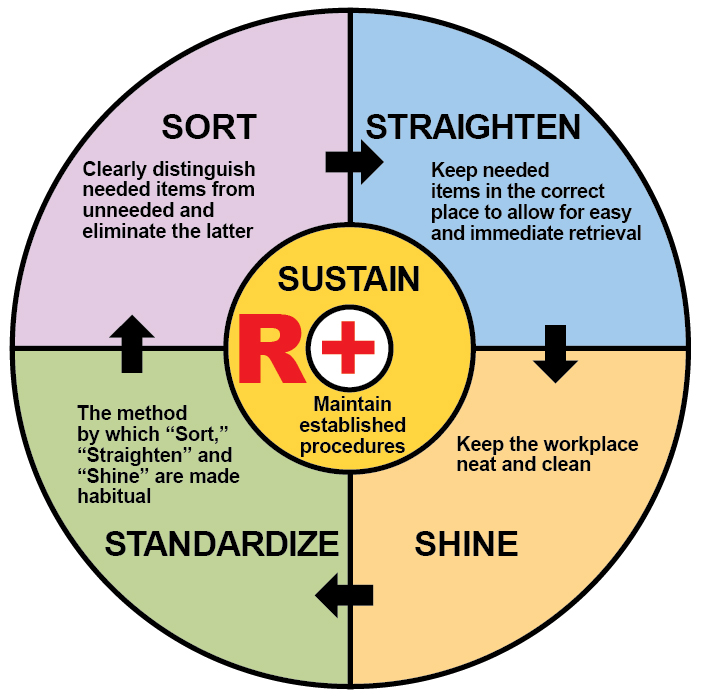
A third Lean tool that helps create a safe workplace is Lean Standard Work, which is an agreed-upon best way to do the work. Best also means safely. Standard Work is often posted as a checklist, plus including diagrams when appropriate. One example is airline pilot checklists. Pilots use a checklist for every take-off and every landing. This is a requirement, no matter how many years of experience the pilot has. The consequence for missing even one item is a potential crash. Aviation has a good overall safety record.
Boston surgeon Atul Gawande used aviation checklists as his model when he devised checklists for surgeons. He writes about this in his book The Checklist Manifesto. His goal was to reduce the number of surgical mistakes. Surgery days are like mass production in a factory. Dozens of patients are scheduled back-to-back for similar surgeries. Rotator cuff surgery is a common procedure for the shoulder. But which shoulder? Right, or left? A common surgical mistake is to operate on the wrong shoulder. Standard checklist prep for surgery now includes asking the patient multiple times, “Which shoulder are we operating on today?” Checklist procedures also includes marking the shoulder with an indelible felt tip marker. Lean calls this visual management because it makes it visually obvious what to do. It also overlaps with poka-yoke, making it easier to operate on the correct shoulder.
Unfortunately, antecedents sometimes can be easily ignored. All the checklists in the world won’t help if the behavior of following the checklist is not reinforced to become a habit. This is where the methodology of Behavior-Based Safety comes in. First, merge the checklist for the new Standard Work with the checklist of safe work behaviors. Next, do behavioral observations on the job with the merged checklist. Then, say something positive to reinforce the checklist behaviors as you see them being done. Finally, graph the number of safe behaviors you saw, divided by the total number on the checklist. This will give you a % Standard Safe Work done. Show it to your team twice a week at pre-shift meetings.
This three-part process of 1. Go see the behaviors, 2. Reinforce the behaviors you see, and 3. Show a graph as feedback is called Process Behavior Maintenance (see Sustain Your Gains). This term is modeled after “preventive maintenance schedule” for machinery maintenance. The idea is that if you perform the maintenance on a given piece of machinery according to the schedule given, it will never break down unexpectedly. If you perform Process Behavior Maintenance on a schedule, the Standard Work behaviors will never ‘break down’ unexpectedly. Do these three things on a schedule, frequent at first to build the habit, then less frequent as your team begins to do it automatically as a habit. (For sample schedules, see Sustain Your Gains).
The fourth Lean tool to enhance safety is Lean Line Balancing. Lean Line Balancing is a method for balancing the work among production line workers. The goal is for each operator to be able to comfortably complete her/his work tasks within Takt time. Takt time is the “production rhythm” or pace of work. It is defined as the time it takes to complete one production task before beginning the next. It is calculated by dividing the available production time by the number of units customers want.

For example, if your factory works 40 hours a week and your customers want 20 units each week, then takt time = 40/20 = 2 hours. A new unit should commence every two hours in order to keep up with customer demand. Backlogs in the production line can prompt operators to hurry to keep up. Hurry leads to defects and injuries. Backlogs should be eliminated by redistributed tasks so that the tasks assigned to any single operator can be completed without causing muri or strain in the process. This removes the temptation to hurry and take unsafe shortcuts and allows a steady relaxed pace of work that can be maintained safely.
The fifth Lean tool that integrates well with Behavior-Based Safety is Lean Visual Management. Make the process easy to follow with posted Standard Work instructions, preferably in sequenced checklist form. Show the "health" of the work processes with Performance Boards (aka Dashboards) for each department. Easy-to-read charts and graphs provide feedback on performance, improvement ideas, and problem solving. This includes BBS observations, now integrated with Standard Work observations.
How does this aid safety? When the % Standard Work Followed dips below the goal set by the team consistently for repeated observations, it’s time for some problem solving. Set aside 30 minutes for team problem solving. Brainstorm a list: What is preventing us from following Standard Work? If the list reveals some changes in the work or the environment, then it is time to re-design Standard Work.
Labels are another form of Lean Visual Management. They make it easy to find things. Sharps and other injury-prone items or tools can be clearly marked. Dr. Aubrey Daniels has observed that effective antecedents predict a consequence. I saw a warning sticker on an opening into a machine in a plant. It looked like this. It graphically communicated a bad consequence without any words. Quite effective.
Another application of Lean Visual Control is easy to see markings of desired limits in gauges, fluid levels and belt tension. Without consulting a manual, I can easily see any reading outside of the proper limits with these color-coded aids. Now I know when to make adjustments and when to leave it alone. Both decisions are important in process control and safety.
The goal of Visual Management is to eliminate memory and "rule of thumb" as antecedents for work behaviors. These visual markings are antecedents that are on duty 24/7: no memory required. No extra steps of finding the manual and looking up the proper pressure, fluid level, or tension level.
In summary, use these Lean tools to make your BBS program better:
- If Lean is practiced in your workplace, add Safety to 5S to make it 6S.
- Use 5S Sort and Shine activities to remove safety hazards and repair tools and equipment that might cause injuries.
- Use 5S Standardize work process redesign team activities to invent safer methods of doing the job. Then make these safer methods part of Standard Work checklists.
- As part of 5S Standardize, use poka-yoke mistake-proofing as a guide to make it easier to do the job safely, and difficult to do the job unsafely.
- Combine safe behavior observations with Standard Work. Observe both, reinforce both.
- Whenever you see operators hurrying to keep up, or work-in-process piling up at one workstation, ask for a Line Balancing study to redistribute the workload. No hurry = safer.
- If it is unclear to you how to do a work behavior safely and correctly, it is probably unclear to your team. Brainstorm with your team on how to add markings, pre-task instructions, and other visual controls to make it obvious how to do it safely.
You will find that Lean and BBS amplify each other. The result is a safer workplace and safer work habits.
Michael McCarthy is a performance and process improvement consultant. He worked as a Performance Management consultant at ADI for 13 years and was the editor of Performance Management Magazine for three years. He is the author of Sustain Your Gains: The People Side of Lean Six-Sigma, published by Performance Management Publications.